A single leak in an oil or gas pipeline has closed entire refineries, caused environmental disasters and cost businesses hundreds of millions within a matter of hours. This isn’t an exaggeration, it’s a reality that pipeline engineers and procurement teams have to deal with daily. When the question is asked: which valve for gas and oil pipelines is the most appropriate one? The answer is much more than the majority of people who aren’t in the field.
If you’re looking for valves to an upstream manufacturing facility or a Midstream Transmission Pipeline, or an downstream refinery this manual is designed specifically for those of you. We go through each major industrial valve that is used in the oil and gas industry and gas, describing exactly what each type of valve is for and give you the confidence to make the correct choice with confidence, and without doubting your decision.
Reason that putting in the Valve incorrectly can be more costly than You Imagine
In the oil and gas system there is no such issue as a minor issue with a valve. The fluids transported can be toxic, flammable and high-pressure, as well as all three of these at one time. A valve used for oil and gas pipelines must deal with high pressure ratings, huge temperature variations, and aggressive or corrosive fluids often in a vacuum, without any human interaction for months at a time.
The industry of oil and gas comprises three distinct segments, each putting entirely different requirements on valves. The upstream operation exposes valves to unprocessed, raw fluids carrying water, sand and hydrogen sulphide, with varying pressures. Midstream pipelines need to be sealed and resistant to corrosion for long periods of inactivity for hundreds of kilometers. Downstream refineries test valves to their temperature limit with harsh chemicals and require precise flow control.
The wrong selection of the valve doesn’t just result in an issue with maintenance; it could lead to safety hazards as well as regulatory shutdowns and financial losses that are greater than the expense of selecting the correct valve at the beginning.
Four Factors Every Gas and Oil Valve Must Satisfy

Before examining particular valves, each purchase decision for oil and gas must pass through four standards that are not negotiable. These are your filters of choice.
- The pressure and temperature rating – Oil and gas pipelines are operated at pressures that range from a few bars to hundreds of bar and temperatures ranging from cryogenic lows at LNG terminals, to hyperheated temperatures in refinery process pipelines. Each valve needs to be equipped with an approved ASME Pressure Class Rating that is, Class 150 300 600, 900, 1500, or 2500that is appropriate for the most extreme operating conditions, with a safety margin. A Class 150 valve on a Class 600 pipeline is an error that is more expensive to correct than it would cost to correctly specify the valve initially.
- Material Compatibility to Process Fluid – Carbon steel WCB can handle most oil and gas services well. Carbon steel forging A105 is the most common choice for high-pressure and high-temperature applications. The stainless steel SS316 is needed wherever severe corrosion is an issue. In the case of sour gas services that contain hydrogen sulphide, the materials have to be in compliance with the requirements of NACE MR0175 to stop stress cracking in sulphide — a type of failure that can develop quickly and unnoticed in the wrong materials.
- API Certification and Testing Standards – API Certification and Testing Standards API 6D regulates valves for pipelines, including gate, ball check, plug, and ball valves. API 6A covers wellhead equipment. The majority of serious pipelines for oil or gas require API approved valves for a legal requirement due to the fact that API 6A standards establish the performance standards which have been developed often by trial and error through decades of experience in the field.
- Sealing Performance in real operating conditions – A valve that is sealed at installation, but leaks when operating temperature and pressure, is an issue it’s not an asset. Shut-off performance that is bubble-tight, confirmed by testing both pneumatic and hydrostatic according to API 598. This is the standard that all valves that are used in gas or oil services must meet prior to leaving the factory.
Ball Valves – The Industry Standard for Gas Isolation
If there’s a valve that the oil and gas industry trusts over all others to perform critical isolation duties this is the ball valve. With just a quarter-turn, it can be moved from being fully open to being fully closed. The fully bore design causes virtually no pressure drop and the seal that is bubble-tight is able to withstand the most extreme conditions.
Trunnion-mounted ball valves are the ideal option for large diameter high pressure gas and oil service. The ball is anchored by fixed bearings instead of floating in a fluid state, meaning that operating torque is consistent and sealing is reliable and reliability is maintained through many thousands of cycles. This is the reason why trunnion-mounted ball valves that are certified to API 6D are used for almost every LNG transmission line, gas transmission line pipeline, offshore platform isolation applications worldwide.
In situations where processed fluids are contaminated with abrasive particles, sand as well as extreme temperature, a ball valve with a metal seat is the best choice. The valve replaces the hard PTFE seats with a hardened metal and is able to withstand conditions that could cause the destruction of a valve with a soft seat within months. For upstream oil production, where the raw fluids of the wellhead are not processed and unpredictably The metal-seated ball valve is not an option -it’s the only viable option.
Gate Valves designed for Large Diameter and Long-Service Isolation
Ask any experienced pipeline engineer which valve they rely on for long-service, large-diameter pipeline transmissions that are isolated from crude oil then the response will always be the gate valve. It’s not the most efficient working valve but once it is fully open it accomplishes something that like no other valve exactly the same way -it completely gets out completely.
The gate completely retracts away from the flow path leaving a hole that is the same as the total diameter of the pipeline without obstruction. In a massive pipeline for crude oil even a tiny drop in pressure can result in significant energy consumption for pumping, over a number of many hours of operating. This unobstructed, full-bore operation is extremely useful in these scenarios and is the reason Gate Valves remain the most popular choice for large diameter oil transmission systems, the water-injection systems as well as storage tanks.
Forged Steel Gate Valve forged Steel Gate Valve is specifically made for high pressure, high temperature gas and oil service. The forged construction eliminates internal voids as well as inclusions in valves made of cast and gives it greater durability and resistance to stress caused by thermal cycling which makes it the best choice in refinery line processing and boiler feed systems and steam networks with high pressure.
Check Valves – The lone Protectors in Every Pipeline
Reverse flow in an oil or gas pipeline is more than an inconvenience, it can pose a risk to every pump compressor and vessel that is part of the system. If a pump fails suddenly or a compressor stops mid-cycle, the resultant surge of fluid could rupture pipelines, cause damage to impellers on pumps, and even contaminate the entire stream of product in a matter of moments. The check valve sometimes referred to as the non return valve is a buffer between normal operation and the result.
Its Dual Plate Check Valve is the ideal option for the majority of pipelines that transport gas and oil. Two half-disc plates loaded with springs shut off the moment forward flow velocity falls — prior to even a significant reverse flow could begin to develop. In high-pressure line discharges from gas compressors, where reverse flow may develop within milliseconds, the speed of response is vital.
The Non Return Valve and Check Valve from XSIS Valves are built for exactly these conditions of use that protect pipelines for discharge of water injection systems chemical injection points as well as offshore riser bases, where the protection of reverse flows is an essential system need.
Butterfly Valves are more dependable than most engineers anticipate
The butterfly valve is often overlooked in gas and oil circles. In high-pressure gas systems, this caution is appropriate. However, in the right situations within an oil or gas facility the Butterfly Valve offers an ideal combination of small size, big capacity for diameter and efficiency in cost which no other valve can compete with.
For cooling water networks such as water distribution networks, process utility lines, as well as non-critical isolation in refineries The standard concentric butterfly valve is reliable and efficient. Triple offset valve takes efficiency to a new level The geometric seating provides a non-friction, metal-to-metal seal that does not have any friction between the seat and disc which means that the seating surfaces are not damaged and the seal’s performance remains constant for a long time.
The triple offset butterfly valves can be commonly used on refinery process headers and gas distribution systems and offshore platform pipelines when restrictions on space and weight require full-sized ball valves or gate valves unsuitable — and also where the conventional butterfly valve functionality isn’t enough.
Globe Valves – Precision that no other valve can match.
Each oil and gas system has a location where the flow must be controlled precisely and not simply to be stopped or started. Pressure control stations as well as flow metering bypass lines, steam injection headers, as well as chemical dosing points all require an instrument that can hold an exact position in the middle and maintain the same flow characteristics in the event of changes in conditions.
Globe Valve is the valve whose plug-and-seat design permits precise, incremental adjustments to the flow rate and a degree of throttle control which no other gate valve and ball valve is even close to equivalent. In exchange, it has a greater pressure drop because of the flow path in an S-shaped shape. Globe valves are specifically designed for areas to areas where flow control is a necessity. When used in the right locations the globe valve that is properly selected is among the most useful components of any oil or gas-related process system.
XSIS Valves supplies the full product line across Mumbai, Delhi, Chennai, Hyderabad, Bangalore, Pune, and Kolkata.
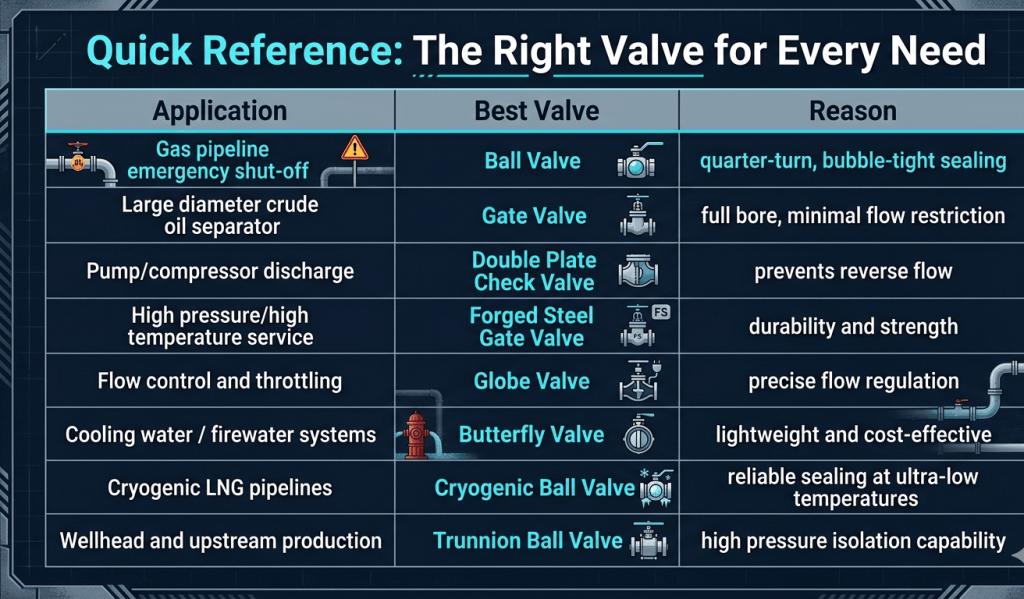
Quick Reference The Right Valve for Every Need
| Application | Best Valve | What is the reason? |
| Gas pipeline emergency shut-off | Ball Valve | Quarter-turn seal, bubble-tight |
| Big diameter crude oil separator | Gate Valve | Full bore, zero obstruction |
| Pump / compressor discharge | Double Plate Check Valve | Reverse flow prevention with speed |
| High pressure/high temp service | Gate Valve Forged Steel | Superior strength and endurance |
| Controlling flow and throttling | Globe Valve | Controlling flow precisely |
| Systems for cooling water or firewater | Butterfly Valve | Lightweight, cost-effective |
| Cryogenic pipelines and LNG | Cryogenic Ball Valve | Secure seal when temperatures are extremely low temperatures |
| Production at the wellhead and upstream | Trunnion Ball Valve | High pressure isolation |
Conclusion
There is no one valve that is ideal for every gas and oil pipeline system. The best solution is always contingent on the section of the pipeline as well as the fluid, pressure and the flow control feature that is required. Ball valves have critical isolation and gas shutoff duty. Gate valves are the heart of large diameter transmission systems. Check valves guard each compressor and pump from harmful reverse flow. Globe valves offer precision when throttles are not negotiable. Butterfly valves provide efficient, space-saving performance in applications where they truly fit.
The most effective valve selection decisions result from combining technical understanding with actual manufacturing experience, that is, not just knowing what the specifications sheet states however, but also what the valve will face in the field day after day every year. If you’re in the market for industrial valves that are suitable for oil and gas applications, choosing an experienced ISO 9001:2015-certified valve manufacturer that is trusted by customers like ONGC, HPCL, BPCL and CPCL is the ideal beginning place.
Frequently asked questions (FAQs)
Ball valves are the frequently utilized option to isolate and shut-off emergency situations in gas and oil systems. Its quarter-turn operation, its full bore structure, and bubble tight seal are the most common choice across the upstream, midstream, and downstream processes. For larger diameter pipelines for transmission of crude oil, gate valves are the most preferred choice because of their zero obstruction, full bore design. The best valve will depend on the size of the pipe, the pressure, type of fluid and operating frequency.
API certification signifies that this valve is independently verified and tested to be in compliance with API’s quality, materials, and dimensional requirements to be used in pipeline services. For the majority of serious oil and gas projects the use of API 6D-certified valves is a legal requirement and not a choice. In critical service, valves that aren’t certified pose a serious safety risk and a potential operational hazard that no responsible engineer ought to be able to sign off on.
Yes, for the right purposes. Standard butterfly valves are suitable to cool water and firewater, as well as pipelines for utilities in the oil and gas industry. For more demanding services the three offset butterfly valves that have metal-to-metal seats can handle higher pressures and temperatures for refinery process headers as well as offshore pipelines. They’re not an alternative for ball valves when it comes to critical safety shut-offs or gas isolators situations.
For gas service that is sour and has hydrogen sulphide the valve materials must be in compliance with NACE the MR0175 standard to prevent the stress cracking caused by sulphide which is a sudden, potentially dangerous failure mechanism in carbon steel. Low alloy steels that have controlled the hardness as well as stainless steels SS316 that have proper heat treatment are the most commonly used options for sour service. Always request complete material test reports from your supplier and verify compliance prior to installation.
Non return valves permit the flow of fluid in a single direction only, and then closes automatically to stop reverse flow. In the oil and gas system they are crucial for compressor and pump discharge pipelines as well as pipeline injection points as well as offshore riser bases. Dual plate check valves is the most popular model due to its spring-loaded design. It is fast sufficient to block reverse flow prior to it having the potential to harm equipment or cause contamination to the product streams.
Begin by checking for the valve’s ASME pressure class ratinghigh pressure typically calls for Class 600 or more. Make sure it’s been tested according to API 598 standards, and ensure the material used for the body as well as seats, trim, and the body are compatible with your operation temperature and fluid. Request a full report of the material’s tests and third-party inspection certifications from the supplier. A reliable, ISO certified manufacturer will be able to provide all documents without delay.